An introduction to the process of designing work methods – The
general procedure for solving problems
In
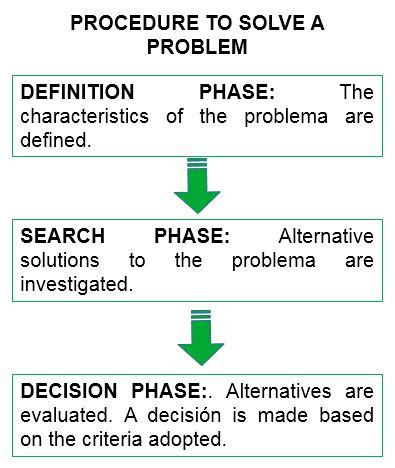
the general procedure for solving problems, three different phases
can be distinguished: i) a definition phase, ii) a search phase and
iii) a definition phase.
Definition
phase
It
consists of determining the characteristics of the problem, that is:
- The
specifications of the initial and final state.
- Existing
restrictions.
- The
criterion (preference).
- The
number of repetitions.
- The
time limit.
- This
includes a description of the data or constraints within which the
methods analyst must operate.
Search
phase
The
search process implies an inquiry regarding the alternative solutions
of the problem, that is, the different methods to achieve the
transformation of the initial state towards the end.
This
process is characterized by an investigation as exhaustive as
possible, to later carry out a synthesis. In this phase, the
ingenuity and inventiveness of the methods analyst plays an important
role.
Decision
phase
The
decision process consists of evaluating the alternatives obtained,
and then choosing based on the established criteria.
In
practice, the aforementioned phases of the problem-solving process
may have points in common, and it is often necessary to repeat the
cycle, with the corresponding feedback, before finding a satisfactory
solution.
An introduction to the process of designing work methods – The
characteristics of a problem
What
are the characteristics of a problem?
Being
familiar with the characteristics of a problem is one of the
foundations for its solution, since it facilitates the understanding
and scope of the design and the procedure that it implies, since the
design is, in essence, the solution to a problem that by tradition is
entrusted to the engineers.
Solving
an engineering problem, including of course related to methods
engineering, involves dealing with several different methods to
achieve the desired result. If there were no known or unknown
alternative solutions, there would be no problem.
If
all solutions were equally satisfactory, then there would not be a
problem either, however this is usually not the case, since a problem
involves finding a preferred method; for example, the least
expensive. Therefore, if the preferred method is obvious from the
beginning, there is also no problem.
In
any problem there is a set of initial circumstances (input, or
starting point) and a set of final circumstances (output, goal, or
result for which a method is sought). The characteristics of a
problem are listed below:
- The
number of possible solutions is, in general, large.
- Possible
solutions to a practical problem are seldom obvious at first. In
reality, it is not often that all possible solutions are known in
advance, even if prior analysis or research has been done.
- Alternative
solutions are not equally desirable, therefore the preferred solution
is sought, for which it is necessary to apply selection or decision
processes. In this way, the existence of methods with different
degrees of preference enables a fruitful search before making a
choice. The base of the preferences is usually called the criterion
and in various problems in the business world, this parameter is the
profit obtained; This allows choosing the best alternative among
various investment alternatives. Therefore, the method sought is the
one that maximizes the profit when time, money and other resources
are invested.
- The
relative advantage of alternative solutions to a problem is generally
not evident, and the search for data, measurements and calculations
must be carried out to determine it satisfactorily.

The
cost of time and other resources dedicated to solving a problem must
be considered in a reasonable way, since, as with many economic
concepts, a point is reached where it is more difficult to find
additional solutions and where productivity begins to decline.
descend. Thus, while the search for better methods continues, a point
in time is reached where better solutions are unlikely to be found
that justify a greater investment of time, money, and other
resources.
Can
a problem be solved perfectly?
There
are two reasons why a problem cannot be solved perfectly: i) the time
required for such a task would be greater than the life of the
problem, which is true for the vast majority of problems in the
industry and ii) it is not economically optimal to try to find a
perfect solution. It is more economical to direct efforts to other
problems that require solutions, before continuing to try to find a
perfect solution.
In
solving problems, it is not intended to find one that is completely
ideal, nor is it expected to find it, since there would be no
possibility of recognizing it as such if it were found. The idea that
is pursued is to progress towards the ideal solution, looking for
better solutions until it is determined that it is not productive to
continue with the search.
Investigation of accidents at work - What incidents should be
investigated?
In
general, everything related to incidents at work must be monitored by
the administration of a company. However, there are several events of
a different nature that, due to their possible impact on the normal
development of the organization's activities, should be the subject
of an investigation. Within this framework, a large part of the
country's legislation provides for the investigation of at least
those events whose impact or severity is relevant.
For
example, when a death occurs in the workplace or accidents that cause
severe damage to the health of workers occur, especially if they are
recurring, investigation processes are surely required, which is
required by the competent authorities in matters of occupational
health and safety.
Generally,
the competent authorities require a formal investigation and reports
in this regard, in the following cases:
- Any
accident with severe damage to the health of workers or death,
incidents involving the collapse of structures and situations
involving the use of hazardous substances.
- Incidents
that result in workers requiring medical treatment.
Incidents
that could have generated catastrophic damage, but did not. In this
context, companies can establish standards that help determine the
cases in which an incident should be the subject of a formal
investigation (these standards must minimally comply with the
requirements of the labor authorities). In this way, the occupational
health and program of a company could establish, for example, the
following criteria to activate an investigation and the corresponding
report to the authorities:
- Any
event that causes physical harm to workers, including those that
require medical help, or causes prolonged interruptions of normal
activities;
- Any
event that requires recurring medical treatment;
- Any
incident that goes against the company's accident prevention policy;
- Any
event that has had the potential to cause physical damage to workers;
- Any
event of serious damage to company property;
- Any
event of poisoning by chemical substances;
- Any
event that has generated a flood in the work environments;
- Any
event that has generated a fire or explosion.
Critical factors in the incident and accident investigation
process
Incidents
that materialize in accidents are generally the result of several
interacting factors, which is why area supervisors must undertake
accident investigation in coordination with personnel specialized in
occupational health and safety. In this way, they must focus on three
essential factors: the human, the situational and the environmental
or environment.
Human
factors
Beyond
the training they may have, due to their human nature, the attitudes
and way of acting of the workers can become a source for the
occurrence of incidents. Thus, the following questions should be
asked when investigating the human factors related to an accident:
- What
was the worker doing at the time of the incident?
- Was
he doing a regular or special task?
- Was
he doing maintenance work?
- Was
he helping a partner?
- Was
the worker performing his or her work in accordance with established
procedures?
- Are
the tasks or work procedures new?
- Was
the area supervisor present?
- What
was the employment status of the worker? Are you a seasonal,
part-time, or full-time worker?
- How
much experience did the worker have to perform the task he was
developing?
- What
was the worker's posture and location?
- Did
any unsafe act contribute to the occurrence of the event?
Situational
factors (unsafe conditions)
The
analysis of possible unsafe conditions is a central element in the
investigation of accidents, so the equipment and tools must be
carefully examined. In this sense, the following questions should be
asked when carrying out the analysis of situational factors:
- Was
he being the machine properly?
- Were
the controls working properly?
- Were
the security measures working satisfactorily?
- Did
the analysis of materials or equipment indicate how the accident
occurred?
- What
was the place or location of the incident?
- What
tools, equipment or objects were involved in the incident?
- Was
the right equipment available to do the job?
- Was
personal protective equipment being used?
- Were
the machinery guards in place?
- What
time did the accident occur?
- What
work shift were you operating at the time of the incident?
Environmental
or surrounding factors
Environmental
factors such as light or noise can increase the likelihood of an
incident occurring. For example, if the reflection of light prevents
a machine operator from seeing clearly, this could lead to an
accident. Likewise, the noise generated by some machine could prevent
hearing the movement of vehicles or people in the work area.
Critical factors in the incident and accident investigation
process
The
investigation of incidents and accidents is closely linked to the
opportunity, severity (ie impact) and legal requirements.
The
opportunity in the investigation of incidents and accidents
Opportunity
is a critical factor in the investigation of incidents and accidents,
since time has a crucial impact on the generation of any type of
information. Delays in an investigation could cause the parties
involved to partially or completely forget the circumstances of the
occurrence of an accident, in addition to changes in the place of the
event or the loss of valuable evidence.
In
the case of people, if the investigation is not started in a short
period of time, it is highly possible that the details of the
circumstances of the accidents present distortions and the witnesses
do not provide reliable and accurate information.
The
investigation process should start immediately after people who may
have been affected by an incident are cared for and the scene of the
incident is secured to prevent further harm.
The
severity or impact
Since
any investigation requires time, companies must prioritize the
allocation of more resources to those incidents with the most
relevant consequences. This applies even to accidents that have not
generated significant damage, but due to their characteristics could
have a significant impact at some point.
Thus,
it is recommended that the following types of incidents be
investigated with greater emphasis:
- Those
that result in damage that generates a loss of time beyond the day of
the incident;
- Those
in which the personal damages have been minor, but the potential
damage has been high.
- Incidents
with property damage greater than USD1,000;
- Incidents
with loss of time resulting from the aggravation of previous damage.
In
general, beyond the system used by a company to determine the
severity of an incident, there is a legal obligation to report all
incidents that result in personal injury to employees.
Legal
requirements
Depending
on the severity of an incident, the presence of physical damage and
the jurisdiction where it occurred, certain reporting requirements to
the competent authorities must be met. Certain types of events, such
as those in which medical help is required or result in significant
loss of time, must be reported to special instances related to
workers' compensation mechanisms.
Investigation of incidents
and accidents in occupational health and safety
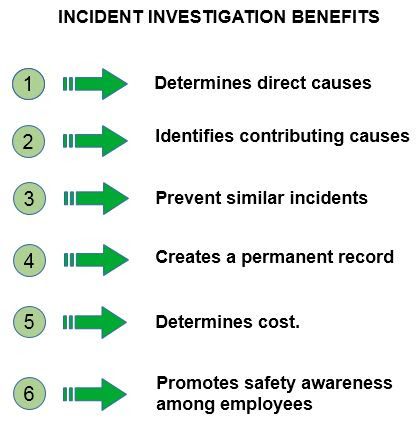
Incident
investigation is a fundamental component of any organization's
occupational health and safety program. Different studies identify
the benefits of incident investigation as follows:
Direct
determination of the causes: An investigation reveals the direct
causes of an incident, allowing corrective measures to be
established.
Identification
of associated factors: Incidents can be the result of many
factors, for example, the direct cause of an incident can be the
inadequate use of protective equipment on the machines, however,
there can also be associated factors, such as the lack of training in
handling equipment.
Prevention
of similar incidents: Once the direct causes and associated
factors are identified, corrective measures such as training programs
or improvements in the design of equipment or workplaces are
implemented to prevent similar incidents in the future.
Creation
of permanent reports: The reports generated in an investigation
can be used by the human resources area and occupational health and
safety specialists to identify trends related to the frequency of
incidents, inadequate plant design and layout, inadequate operating
procedures, etc. Reports are also important in situations where
compensation disputes or claims arise. The actions taken to improve
occupational health and safety records contribute decisively to
adequately allocate monetary, human and equipment resources to the
areas with the highest frequency of accidents or to those where the
effects are most harmful.
Determination
of associated costs: The reports help to understand a certain
situation more precisely and therefore to quantify and determine the
costs associated with the occurrence of an incident. All factors,
including lost time by workers, damage to equipment and machinery,
loss of supplies and materials, etc. they are likely to be
quantified, a task that can be better accomplished from the reports
that are part of the incident investigation.
Promotes
a culture of employee safety: When an incident investigation is
conducted appropriately, it signals to workers that top management
takes occupational health and safety seriously, seeking to maintain
the well-being of employees. The foregoing motivates the company's
workers, regardless of the area where they work or their rank, to
have a greater commitment to good safety and health practices in the
workplace.
Etiquetas:
Batch of one,
Continuos improvement,
Just in time,
Kan-ban,
Manufacturing methodologies,
Process analysis,
Production engineering,
Production systems,
Pull system,
Push system,
Statistical process control
The techniques used in the “pull” production system
The "pull" manufacturing system is characterized by producing only what is required, minimizing inventory in process. To achieve this end, several particular approaches have been created, such as those described below:
Just-in Time: In which only the appropriate components, at the precise moment they are required, are manufactured.
Kan-Ban: It is a paper record that enforces just-in-time, moving with each batch of components. This can be automated using barcodes, QR codes, etc.
Manufacturing cells: Combine the requirements of a variety of products so that a set of equipment can produce each of them, as needed. This mainly applies to manufacturing and sometimes to assembly.
Batch-of-One: Refers to the ability to make any combination of items with a batch size as small as one.
Continuous improvement: Refers to the ability to find ways to improve current processes, often by combining and/or eliminating manufacturing activities.
Statistical process control: Referred to monitoring how well the process is working.
The manufacturing process had played a secondary role in product design for most of the 20th century, resulting in many problems when it came to manufacturing the products. While major aspects of manufacturing processes have been researched and implemented in physical devices for many years, the assembly process had very little beyond the rules of thumb to guide it.
Ideas for improving assembly capability and for designing cost-effective manufacturing systems only began to flourish in the late 1970s. During this period, many individuals and companies began to realize that the most rational course of action involved design. of products and the design of manufacturing systems together, which is called concurrent engineering or simultaneous engineering. A more recent term, which involves the entire company as well as suppliers and customers, is known as collaborative engineering.
Manufacturing methodologies – the pull and push systems
Traditionally, there has been a clear separation between the creation of a product and the means through which it is produced. In much of the 20th century, manual production methods were used in different processes, especially those in which assembly was present. However, many important design decisions were worked on behind a desk.
Between the late 1970s and throughout the 1980s, manufacturing industries of all types and sizes wanted to know how they could replace their manual production methods with better processes. In this way, large companies that produced larger volumes of a product determined that automation was the best solution. In this way robots and other programmable machines were developed. Manufacturing plants of this era were characterized by having work-in-process inventory that took up large amounts of space, creating significant costs that did not generate revenue.
In the 1990s, up to the present day, industries of all sizes need to be agile and flexible, so a new paradigm in the field of production was introduced. This approach means that companies are looking to have the ability to respond to any customer very quickly, while minimizing their costs. Thus, the production philosophy changed from making a stock of some product to manufacturing on demand, which required rethinking the way in which production processes should be carried out.
In this framework, Toyota introduced the approach of producing only what is required, with which the "pull" method replaced the "push" method.
In the “push” production method, each stage of the manufacturing process ran at the highest possible speed, regardless of what happened in subsequent stages, which meant having significant batches of inventory in process. To optimize these processes, elaborate simulation methods were created.
In the "pull" method of production, each stage of the manufacturing process works only when the next stage provides notice that it requires inputs. Viewed another way, each step in the process has a customer, either internal or external, to which it responds. Using this system, inventories in process are minimized, being completely eliminated in many cases. The analysis of such a manufacturing system is much less complex than traditional simulation methods.
Producing only what is required is a fundamental concept of "pull" manufacturing systems, which minimizes in-process inventory. Work is not done in any area until the next level says it is ready for input.